Discover the latest news and updates from Whitehouse Machine Tools, including product launches, company developments, and industry insights.
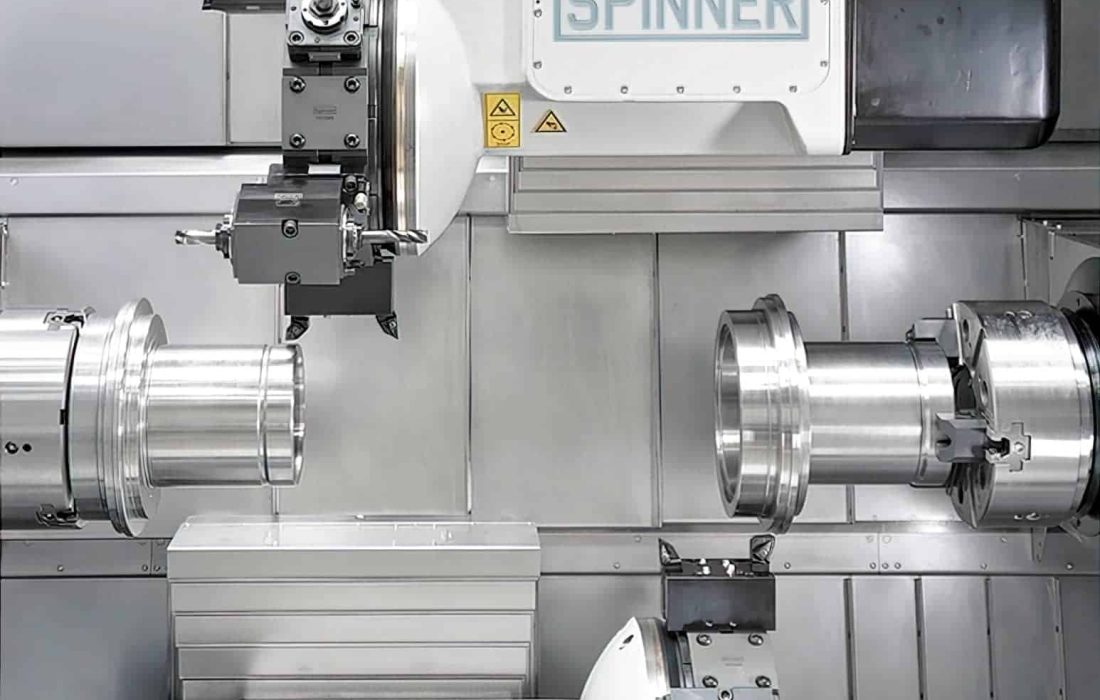
Spinner expands multi-turret lathe range
German machine tool manufacturer Spinner Werkzeugmaschinenfabrik, which builds CNC lathes and machining centres in its Sauerlach factory near Munich, has increased its TTS turn-mil...
Read more
NEW ROBOTIC SYSTEMS FOR AUTOMATING MACHINE TOOLS
A new range of storage and handling systems for loading and unloading machine tools automatically has been introduced to the UK and Ireland by Whitehouse Machine Tools, Kenilworth,...
Read more
MAJOR UPGRADE TO LARGE 30-TAPER MACHINING CENTRE
Brother, the Japanese 30-taper machining centre manufacturer, has had a machine in its portfolio with a one-metre X-axis for nearly a decade.
Read more
5-AXIS 30-TAPER VMC AIMED AT 40-TAPER MARKET
30-taper vertical machining centre (VMC) manufacturer Brother, Japan, has introduced a new 5-axis model with a swivelling rotary table, the Speedio U500Xd1.
Read more
NEW CELL DEMONSTRATES AUTOMATED, HIGH-SPEED PRODUC...
Speedio 30-taper, 3- to 5-axis machining centres built by Brother are able to produce components in such short cycle times that it is difficult to load raw material and unload fini...
Read more
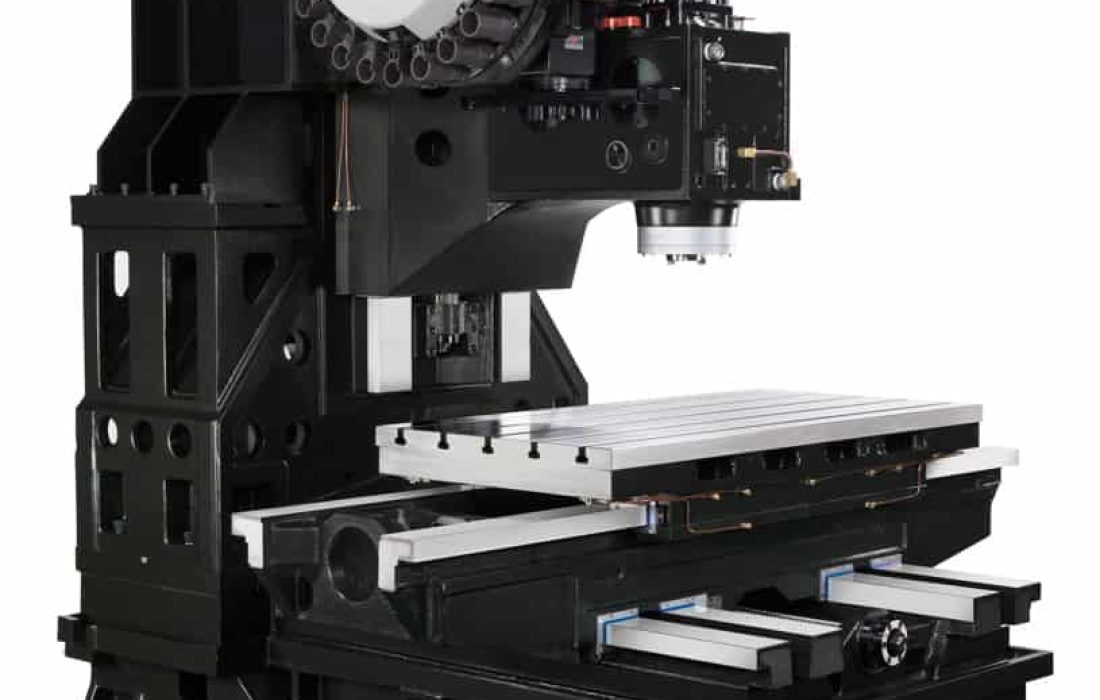
NEW 5-AXIS MACHINING CENTRE FROM GERMANY
Featuring a generous working volume of 815 x 510 x 510 mm in a small 2.5 x 1.8 metre footprint on the shop floor, the new VC850- 5A is the latest prismatic metalcutting machine to ...
Read more
DIECASTER TO INSTALL AUTOMATED MILL-TURN CELL
Andover-based aluminium diecasting company MRT Castings uses robotic systems in its foundry, but until now automation has not featured in the company’s machine shop, apart from twi...
Read more
NEW GENERATION OF ULTRA-HIGH-PRECISION TURNING CEN...
The sixth generation of ultra-high-precision turning centres from Spinner, Germany, which started manufacturing them in the 1950s, was for the first time presented on the manufactu...
Read more
NEW AGENT FOR WELE IN THE UK AND IRELAND
Whitehouse Machine Tools has been appointed, with immediate effect, sole agent to sell and service in the UK and Ireland the full range of machine tools manufactured by WELE Mechat...
Read more
HIGH-SPEED MACHINING CENTRES CUT CYCLE TIMES BY UP...
Subcontractor progresses to 5-axis machining after success of first Brother S700X1 Even after extending the day shift, Suffolk-based subcontractor CTPE was still having difficulty ...
Read more
DIE CASTING COMPANY INSTALLS TWO MORE HIGH-SPEED M...
In medium volumes, there is little difference between the cost of producing machined castings in China and in the UK Zinc and aluminium high-pressure die casting specialist RD Cast...
Read more
Anyone needing to machine complex components weighing up to two tonnes within an 820 mm cube may wish to review the new VC1650 5-axis machining centre from German manufacturer, Spi...
Read more