
The 5-axis, vertical spindle machining centre with turning capability, employing a rotary table on an integrated, swivelling trunnion, is a proven configuration offered by many machine tool manufacturers, mainly in BT40 and BT50 variants or their HSK equivalents.
Now the Japanese firm, Brother, has entered the arena with a similarly designed BT30 version that adds the advantage of very fast, simultaneous axis movements. The machine is capable of high productivity for parts up to 40 kg falling within the machine’s 200 x 440 x 305 mm working volume. Sole UK agent is Whitehouse Machine Tools, Kenilworth.
To get an idea of the agility of the new Speedio M140X1, a visit to http://www.youtube.com/watch?v=ndVS22ZbqmE is helpful, where the machine can be seen producing an alternator casing from an aluminium casting in an amazingly short cycle time. Such demonstrations still impress seasoned CNC machinists, even after decades in the business.
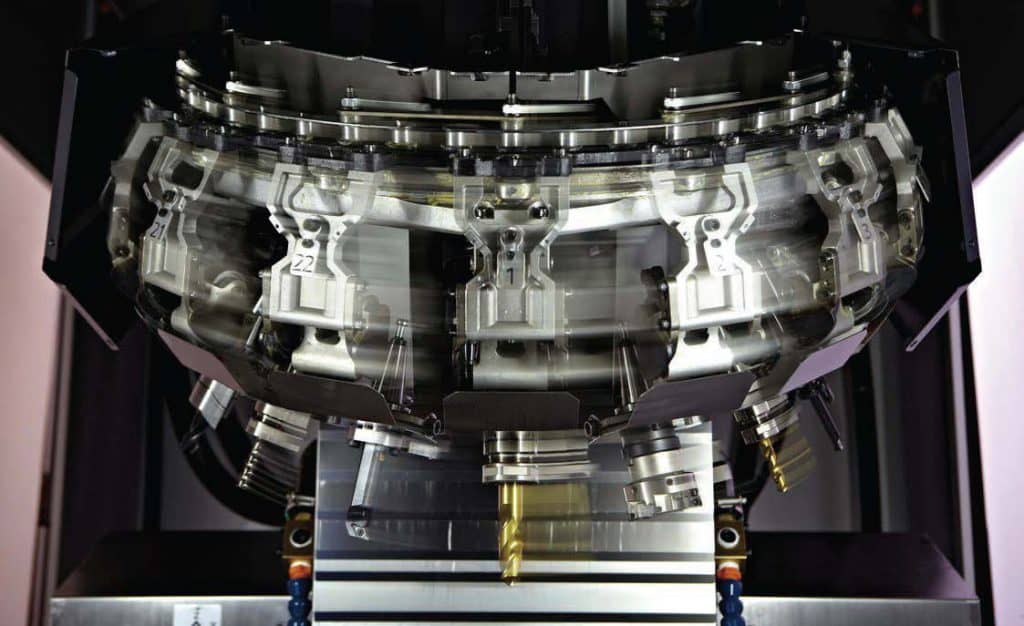
Build quality is high and so too is the power, Brother having shed its reputation for producing light-duty tapping centres many years ago. Key data are a 10,000 rpm / 18.9 kW / 40 Nm spindle, roller drive for the C-axis table, +5 / -95 degrees trunnion (A-axis) swivel, 50 m/min rapids in all linear axes, optional high pressure through-spindle coolant, and 0.9 second tool change from the 22-position magazine mounted around the column, giving 1.4 seconds chip-to-chip time.

With a static tool in the spindle, parts on the table can be turned at up to 2,000 rpm, powered by a 4.2 kW rotary direct drive with 55 Nm of torque. Turning can take place with the table either vertical or horizontal.
New also is the powerful C00 control with built-in PLC, which provides faster processing, more functions and higher accuracy machining, especially in 3D. Features include shortcut keys for rapid screen selection, program data download via Ethernet at high-speed, and convenient production monitoring, both on-screen and remotely.
The compact M140X1 occupies approximately 1.3 x 3.6 metres on the shop floor, providing high output from a small footprint. All the advantages of combining prismatic machining and turning in a single clamping are available to users, including reduced handling time, no work in progress, lower overall power consumption, and better component accuracy by eliminating a second operation set-up.
Brother has driven every conceivable element of non-productive time out of the machine. For example, not only are speeds fast for the non-cutting motions, but they also take place simultaneously in X, Y, Z, A and C, together with the tool change. The spindle motor’s rapid acc/dec and a highly responsive servo control enable a 0.2 sec start / stop time. Start-up time of the turning table from zero to the 2,000 rpm maximum is less than 0.3 second.
When the tool is in cut, performance is equally impressive, whether milling, drilling or tapping aluminium or steels. The synchronised tapping capability of Brother machines in particular is world-leading, with the M140X1 offering 377 m/min peripheral tap speed.
Accessibility for loading and unloading is ergonomic, the operator having to reach forward less than half a metre to position a workpiece on the centre of the table. The 555 mm door opening can be automated for high production environments or to automate load / unload. Swarf management measures are comprehensive, as befits a machine that is likely to handle large volumes of aluminium swarf.


